Diese Dokumentation gibt Ihnen einen Überblick über die Funktionen der Mehrmaschinenbedienung
Ein Mitarbeiter bedient mehrere Maschinen, die Zeiten laufen permanent, obwohl die Maschinen häufig stehen.
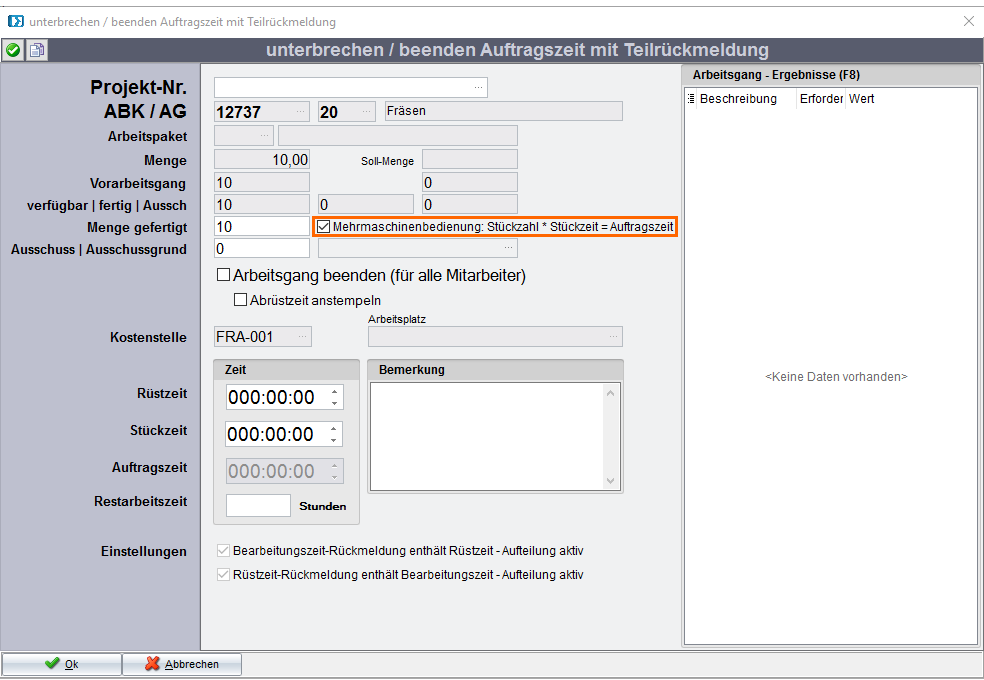
Ist diese Einstellung aktiv, wird die effektive Bearbeitungszeit(Auftragszeit) nicht über die Dauer (Anfang ~> Ende) berechnet, sondern mittels Stückzahl x Stückzeit"
Wenn bei Mehrmaschinenbedienung mit An- und Abstempelnn gearbeitet wird, die Maschine aber viel Leerlauf hat und nach 4 Stunden letzlich nur 5 Teile a 20 Minuten real gefertigt wurden, kann hiermit die Berechung der effektiven Bearbeitunszeit aus Stückzahl*Stückzeit ansatt Anfang zu Ende umgesetzt werden.
Die Rückmeldung für die Stückzeit erfolgt dann manuell durch den Mitarbeiter.
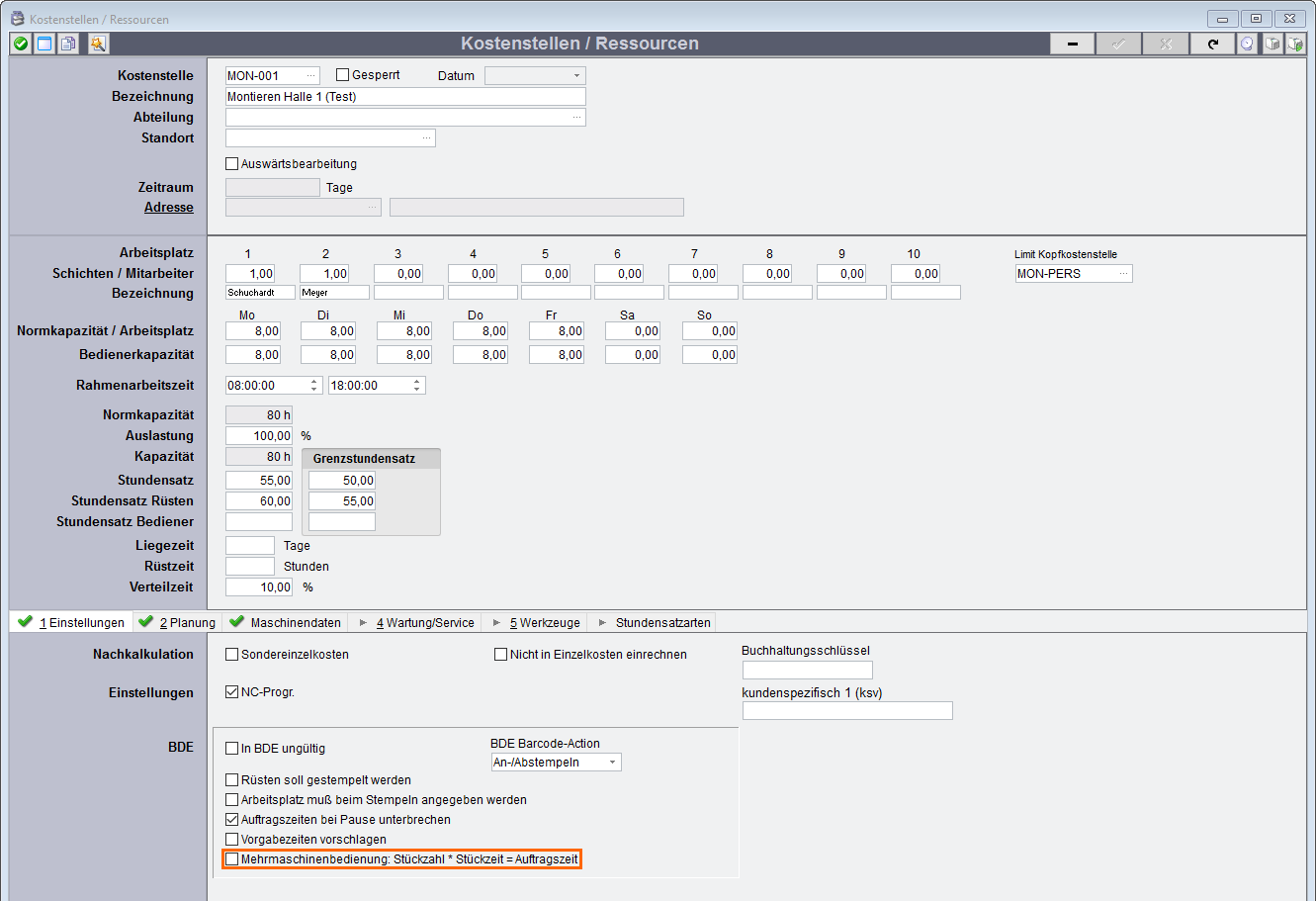
In der Kostenstelle kann der Haken für die Mehrmaschinenbedienung als Standard gesetzt werden, oder bei Bedarf individuell im Dialog "Auftrag abstempeln"
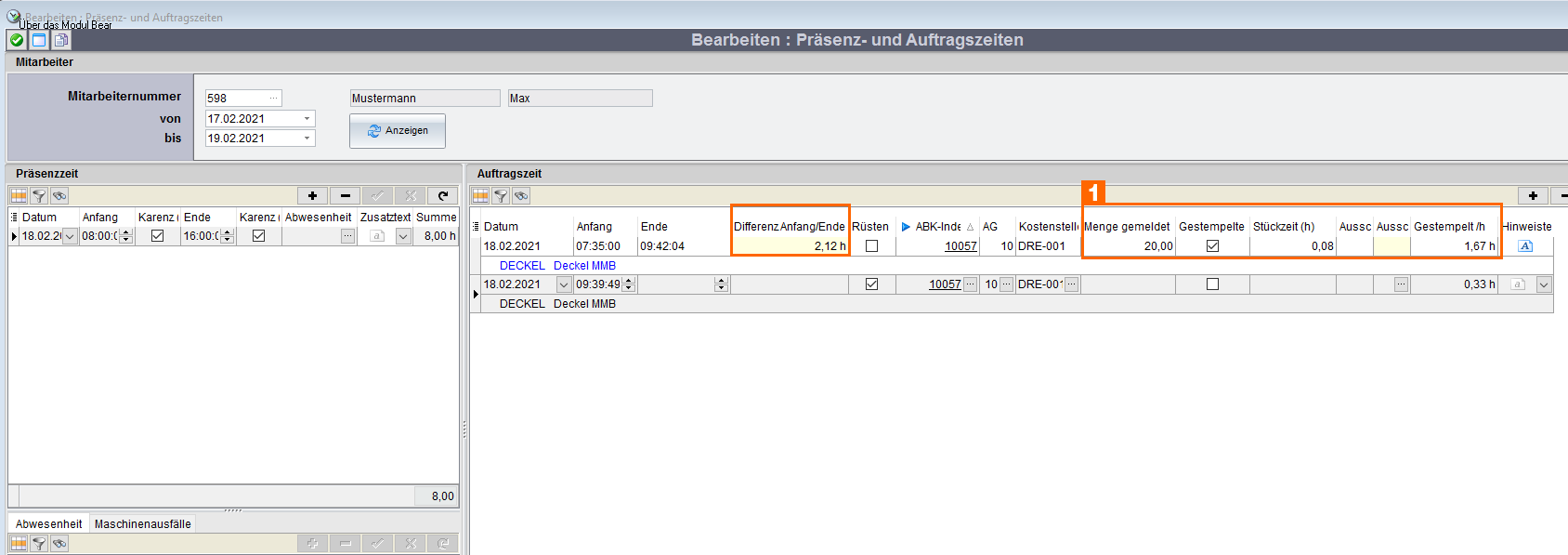
(1) Die erzeugten Datensätze mit der Option Mehrmaschinenbedienung, wodurch nicht Anfang/Ende der Uhrzeit, sondern Stückzeit mal Stückzahl die berechnete Bearbeitungszeit ergibt.
| • | Es ist sowohl die Brutto-gestempelte Zeit zu sehen, sowie die angerechnete Zeit. |
Bei Datensätzen mit der Option Mehrmaschinenbedienung gilt:
| • | Menge gemeldet x Stückzeit = Gestempelt in Stunden |
| • | Die Start und Endzeit wird nicht für die Zeit Gestempelt in Stunden berücksichtigt |
| • | Die Spalte Differenz Anfang/Ende zeigt hier zur Kontrolle die Zeit zwischen Beginn und Ende an |
| • | Die Zeit Gestempelt in Stunden sollte im allgemeinen kleiner sein als die Differenz Anfang/Ende Über das Modul Bearbeiten : Präsenz- und Auftragszeiten können sowohl Präsenz- als auch Auftragszeiten bearbeitet werden. |
Weiterführende Informationen


